- 公司名称:余姚市通达钢材有限公司
- 地址:中国浙江余姚市城区子陵路89号
- 0574-81219999 62642099电话:
- 0574-62634445 62644423传真:
- 联系人:韩先生
冷轧板的热轧缺陷
来源: 余姚市通达钢材有限公司 作者: http://www.chuntie.com.cn/ 时间: 2012-11-28热轧生产过程中产生的表面缺陷如果处理不当,会直接遗传到冷轧板上,对冷轧板表面质量影响极大。较常见的热轧缺陷如下。
1.氧化铁皮压入
氧化铁皮压入缺陷是最常见的热轧表面缺陷,缺陷通常呈小斑点、鱼鳞状、条状、块状,不规则地分布于带钢上、下表面的全部或局部,缺陷有的疏松而易脱落,有的压入板面,经酸洗或喷砂处理后,出现不同程度的凹坑。氧化铁皮压入缺陷又分为一次氧化铁皮压入和二次氧化铁皮压入。一次氧化铁皮压入是由于板坯加热时产生严重的氧化铁皮,在粗轧前没有去除净,轧制时压入板面。二次氧化铁皮压入是在精轧时将二次氧化铁皮压入到带钢表面而形成的。氧化铁皮压入缺陷微观形貌为凸凹不平破碎状,且缺陷边界不明显,见图1,缺陷处成分为Fe和O。热轧氧化铁皮压入缺陷如果遗传到冷轧板表面,易与夹杂等缺陷混淆,因此一旦发现产生热轧氧化铁皮压入缺陷,要适当增加酸洗时间,把氧化铁皮除净,这样在冷轧过程中,由于金属发生三维流动,尤其是厚度方向的金属流动,对氧化铁皮压入后基体出现的凸凹坑可以起到修复作用,使缺陷压平、焊合,最终消除。一旦热轧氧化铁皮压入钢板发生欠酸洗,由于残留氧化铁皮在室温下没有塑性,不随基体发生塑性变形,会导致缺陷深处包裹氧化铁皮,影响钢板表面质量。消除热轧氧化铁皮压入的主要措施是增大热轧除鳞压力,改善除鳞效果,优化加热和轧制制度等。
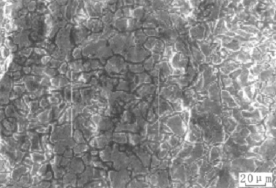
图1 氧化铁皮压入缺陷微观形貌
2.麻点
热轧过程中,精轧机工作辊一方面与支撑辊接触,形成接触疲劳,另一方面与轧件接触,形成摩擦磨损。并且由于冷却水的作用,工作辊还受到反复冷热交变,形成热疲劳,使工作辊表面逐渐粗糙。粗糙的工作辊与轧件相接触时,若轧件表面有较厚的三次氧化铁皮,将使铁皮破碎,形成三次氧化铁皮压入,也称为麻点缺陷。一般麻点缺陷易发生在精轧前三机架,主要是由于前三架轧辊表面温度高,导致轧辊表面氧化膜破裂。麻点缺陷宏观观察,钢板表面呈局部或连续的片状粗糙面,并分布为形状不一,大小不同的凹坑;麻点缺陷微观形貌为凸凹不平破碎状,见图2,缺陷处成分为Fe和O。一旦麻点缺陷大量增加时,在冷轧连续酸洗机组中必须将酸洗速度降低,这样会导致酸洗能力损失。麻点缺陷的产生与钢的化学成分、轧制温度和精轧机轧辊辊面状况有直接关系。一般钢中Si含量超过0.05%时,对防止钢的氧化起明显改善作用,这样在轧制过程中氧化铁皮就不容易破碎。消除麻点缺陷的主要措施是在满足标准要求的前提下,将钢中Si含量提高到0.05%以上,或降低精轧入口温度,改善精轧机轧辊辊面状态等。
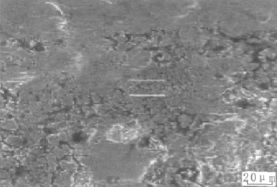
图2 麻点缺陷微观形貌
3.亮带
热轧亮带是热轧带钢普遍存在的一种缺陷,在大多数热轧生产线均有发生,轻微的亮带一般对带钢的正常使用影响较小,严重时对冷轧加工均造成一定影响。亮带在卷取状态下表现为光洁度高,周向凸起。带卷打开后,严重亮带会表现为轻微的浪形缺陷。亮带一般发生在钢质较软的薄规格带钢上,主要发生在带钢尾部,少数发生在头部。亮带在带钢上下表面同时出现,位置完全对应,但下表面亮带的光洁度较上表面略高,宽度也大于上表面。经过生产实践和检验分析研究得出,亮带缺陷是在卷取工序带钢与卷取张力辊的局部接触,在张力辊压力、张力辊与卷筒间的张力共同作用,使接触区域的带钢发生塑性变形造成。生产中控制带钢板形精度,减小张力辊和张力辊与卷筒间的张力,缩短张力辊使用周期,可以避免亮带缺陷的发生。
4.划痕
划痕缺陷在热轧轧制和运输过程都可能产生,轧制过程中如果工作辊或卷取机夹送辊粘上异物,就会产生划痕缺陷;热轧辊道运输或卷取和开卷时,由于轧件与机械设备部件相对运动也容易产生。该缺陷具有周期性,热轧状态下易于判别。由于温度较高,热轧划痕缺陷大多会发生二次氧化,缺陷表面呈铁皮色。热轧划痕缺陷微观观察,缺陷处没有严重的铁皮破碎状,见图3(a),这一点可以与氧化铁皮压入和麻点相区别。热轧划痕缺陷如果较深,会遗传到冷轧板上,经酸洗、冷轧变形之后,缺陷形状会发生改变,宏观上容易与其它冷轧缺陷相混淆。微观观察,冷轧划痕缺陷有轻微的破碎状,见图3(b)。不论是热轧划痕还是冷轧划痕,缺陷处都可以找到氧元素。解决划痕缺陷的措施很简单,就是加强设备维护,一旦发现缺陷应立即停产排查。
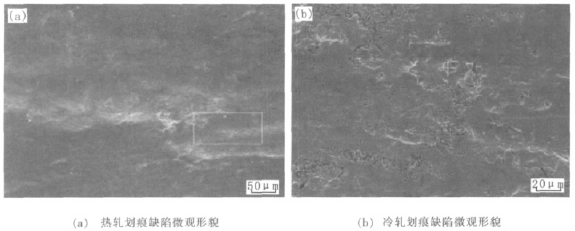
图3 热轧和冷轧划痕缺陷微观形貌
5.孔洞
孔洞缺陷肉眼很容易辨识,在热轧板和冷轧板上都可以观察到,热轧板上的孔洞缺陷表现特征为形态各异、以单个或多个出现的凹坑,没有起皮特征,凹坑的深浅不一,尤以钢板边部出现的几率较大。孔洞缺陷在冷轧板上表现为大小不同的成串孔洞,孔洞处变形不均匀;一般冷轧板孔洞出现的位置与热轧板凹坑位置相对应。孔洞缺陷成因是由于在轧制硅钢等一些塑性较差的产品时,在热轧精轧阶段,钢板头部穿辊、轧制、尾部脱离轧辊过程中,存在钢板侧边撞击精轧机组侧导板的现象,撞击飞溅物落入钢板表面,并在后续机架压入钢板。由于轧件是在高速运行状态下受到划伤,脱落的异物可以飞溅在钢板上表面的不同部位,以边部为多。过热的落入物压到钢板上后,造成形态各异的凹坑,这些数量不等的凹坑再经过后续的冷轧之后就变成大小不一的孔洞。消除孔洞缺陷可以采取提高轧制稳定性、避免钢板在轧制过程中跑偏、增加侧导板润滑、生产前对侧导板进行打磨维护等措施,对孔洞缺陷的预防有明显效果。




